
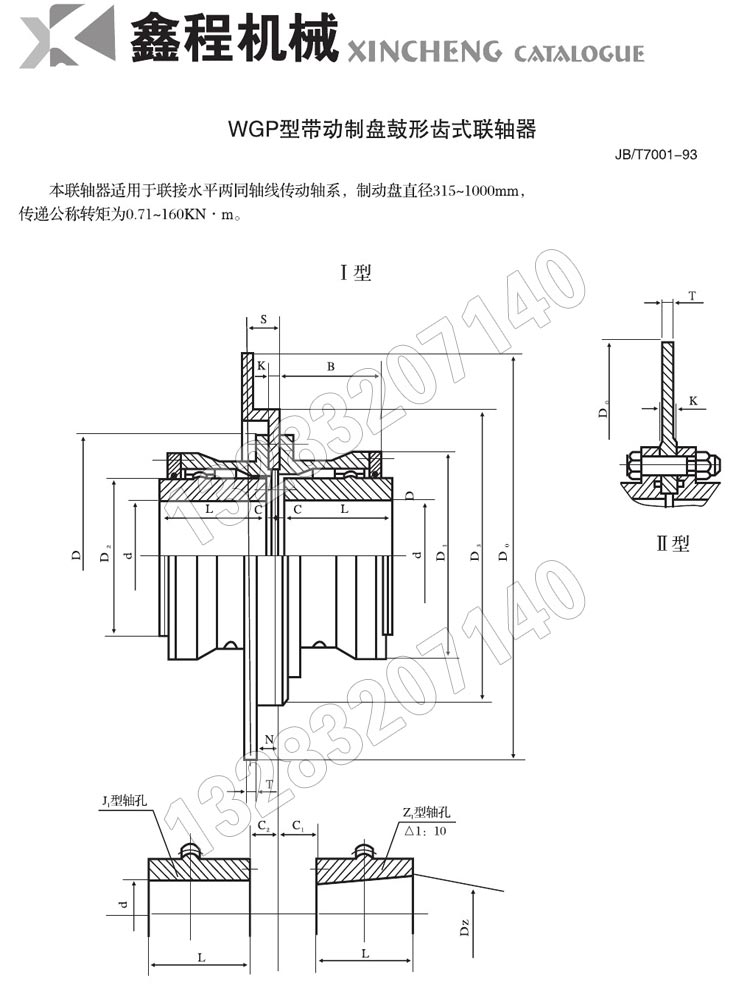
鼓形齿式联轴器的热处理和机械加工要求:锻造后热处理:锻件锻后应进行预热处理,以改善组织和可加工性。粗加工:锻件性能热处理前应进行粗加工,留最小加工余量。性能热处理:锻件应进行淬火和回火,以达所要求的性能。性能热处理后的机加工:机械性能合格后,锻件加工到需方提供的图样所规定的尺寸和表面粗糙度。鼓形齿式联轴器是由内齿和外齿相互撮合发生扭矩力带动轴转动,一般有鼓型齿轮及直齿轮两种结构型式。齿式联轴器齿轮按标准在粗加工后需要进行调制渗碳处理在精加工,齿轮一般由数控滚齿机及数控插齿机配合加工完成。齿轮加工好后在进行齿轮局部高频淬火,这样整套加工工艺基本完成。齿式联轴器在安装时需要进行调试,其齿轮之间要注入黏油或黄油,这样能保证联轴器齿轮更好的接触。


 LZJ(原ZLZ)型接中间轴弹性柱
LZ型弹性柱销齿式...
LZJ(原ZLZ)型接中间轴弹性柱
LZ型弹性柱销齿式...
 WGZ型带制动轮齿式联轴器
齿式联轴器的品种...
WGZ型带制动轮齿式联轴器
齿式联轴器的品种...
 金属联轴器膜片
泊头市鑫程机械公...
金属联轴器膜片
泊头市鑫程机械公...
 LMS(原MLS)型双法兰梅花形联
我公司专业生产各...
LMS(原MLS)型双法兰梅花形联
我公司专业生产各...